 |
|

|
|
1. History and manufacturing of aluminum
The aluminum is the most recently discovered metal since it is only used in the industry from the end of XIX° century.
Nevertheless, the alum, double sulfate of aluminum and potassium, the oldest known compound of aluminum, was already described by Pliny the Ancient and used in Rome as causticity for the colors.
It is only in 1825 that Hans Christian Oersted has obtained the aluminum in the state of chemical element as a grey powder that contained a lot of impurities. In 1827, Friedrich
Wöhler has obtained that same grey powder of aluminum with less of impurities.
It is only in 1854 that Henri Sainte-Claire-Deville presents the first aluminum ingot in a casting state, made with a process that has been industrially used in 1859 by Henry Merle in his plant of Salindres (Gard), birthplace of Pechiney Company.
But that process was complicated and, consequently, the metal was very expensive used only in luxury and goldsmithery fields.
In 1886, Paul Louis Toussaint Héroult
in France and Charles Martin Hall in the United States made independently
their patents registered on the aluminum production by heat electrolysis of the alumina, aluminum dehydrated oxide, dissolved in
cast cryolite (double fluoride of sodium and aluminum).
Thanks to the invention of the dynamo, which replaced the battery as electricity source,
and to the using of the force of water: the " hydroelectric power ",
the economic production of the metal has been possible.
P.L.T. Héroult has created his first plant in 1887 at Neuhausen
in Switzerland, on the Rhine Falls, birthplace of the Company "Switzerland Aluminum". In 1889, he has created a plant at Froges (Isère), bithplace of the French hydroelectricity developped by
Aristide Bergès, then an other one at La Praz in the Arc Valley (Savoy).
In 1888, C.M. Hall has created a plant for the Pittsburgh Reduction Company which will become the Aluminum Company of America.
Then, the aluminum has come in its industrial stage ; in 100 years, its production has significantly increased, and the aliminum is at the first rank among the non ferrous metals and at the second rank among all the metals just after the iron, as the following figures show:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
The aluminum is first used in the pure state for its lightness and its inalterability,
but the implementation of alloys with a stronger mechanical strength will be the determining factor.
In 1905, Conrad Claessen succeeded in hardening some alloys by heat treatment. Alfred Wilm has devised the " Duralumin "
(aluminum of Düren), a aluminum and copper alloy which quench-hardens. Aladar Pacz has created in 1920 the silicon aluminum alloy refined with sodium, called "Alpax ".
There are two steps in the manufacturing of the aluminum:
- alumina extraction from the bauxite,
- manufacturing of aluminum by alumina electrolysis.
The initial mineral deposits, the bauxite, are in great number an important all over the world. The oldest ones that are empty today, were in the South of France, in particular near Baux en Provence, village which has givent its name to the mineral.
The bauxite is a blending of aluminum oxide, alumina, silicon oxide, silica, iron oxide, titania oxide and water. The contents of these different oxides are as follows:
| alumina: | 40 - 60 % |
| silica: | 2 - 12 % |
| iron oxide: | 18 - 25 % |
| titania oxide: | 2 - 4 % |
| water: | 10 - 15 % |
The extraction of the alumina is made by etc.hing the bauxite at high temperature and pressure with a caustic soda solution (Bayer process). The insoluble impurities are separated from the solution by
settling and filtering, and are called "reds beds " because of its color due to the iron oxide inside.
From the purified, cooled and dilute solution, the aluminum hydroxyde can be obtained: Al(OH)3 ; this one is calcined at 1200°C for obtaining the alumina: Al2O3, which looks like a white powder.
The alumina is mixed with cryolite and that blending becomes liquid at 1000°C
; the alumina electrolysis is made in a large and not very deep cell with a base garnished of graphite that is used like a cathode (negative electrode). The anodes
(positive electrodes) are made with the clinkered coke and pitch coating and they immerse in the bath.
The continuous current flow decomposes the alumina: the aluminum liquid at 1000°C settles on the cathode, at the base of the cell, and the oxygen emanate at the anodes by burning them; so, these ones are used and regularly changed. The aluminum is collected by syphon piping in a casting ladle.
The continuous voltage applied on the electrodes is from 4,5 to
6 V; the current strength through the cell has not stopped to increase as the years go thanks to the technological improvements in the cells: the Héroult's first cell had got 4000 A; in
1914, the cells had got 20.000 A, 100.000 A in 1944, 175.000 A in 1980 and they reach today 300.000 A.
The power consumption of the aluminum electrolysis is important, about 13.000 kWh by ton of produced aluminum.
For producting 1 ton of aluminum, 2 tons of alumina and 4 tons of
bauxite are required.
2. Technical and economical advantages
The usings of the aluminum and its alloys took on amazing proportions for some technical and economical reasons.
There are a lot of technical reasons:
- the aluminum is a low density metal, that is why its alloys are called light alloy. The aluminum is the lightest metal after the lithium and the magnesium:
| Pure metal |
Mass volume (kg/dm3) |
| Lithium |
|
| Magnesium |
|
| Aluminum |
|
| Titanium |
|
| Iron |
|
| Copper |
|
| Lead |
|
The aluminum is 3,3 times "lighter" than the copper and 2,9 times "lighter" than the iron ; donc 3,3 fois plus
" léger " que le cuivre et 2,9 fois plus léger que le
fer ; it weighs about 3 times less than the usual industrial metals.
It is thanks to that characteristic that the aluminum alloys develop in transport and especially in the aircraft industry.
- the aluminum leads well the electricity and heat.
Its electric resistivity is 2,74 10-8 W.m ; if we convert in electric conductivity and compare with the one of the standard copper IACS, that represents 63 %. The aluminum alloys have a conductivity
more weak than the one of the pure aluminumque varying from 30 % to 50 % IACS.
For the same weigth in copper, the aluminum has an electric conductivity twice higher, that's why the aluminum applications are used in the high voltage electrotransmission on great distance.
- the aluminum is not magnetic.
Its relative magnetic permeability is 1,004, that is to say 50
times more weak than the one of steels. That quality adds further to its properties of electrical conduction and favorize its using in the armatures of cables, in the electronic circuitries and in the realization of a large number of measuring instruments.
- the aluminum has a good corrosion resistance.
The aluminum has a great affinity for the oxygen, and very quickly an alumina layer covers its surface ; that layer covers perfectly well and protects the subjacent metal. In addition to that, it is possible
to increase that protection by anodic oxidation treatments (anodisation).
- the aluminum is a strong metal.
If the pure aluminum characteristics are weak, like basically the ones of all pure metals, the wide range of alloys allows to find the one which corresponds to the stresses of conceived using.
In fact, the most resistant alloys can have a breaking point higher than 700 MPa, so it is widely equivalent to the ones of the hardened steels.
- the aluminum can be used in a large range of temperatures.
Unlike the other metals, such as the steel, the aluminum does not weaken at low temperatures and its mechanical characteristics increase at the temperatures of the liquefied gas,
it's why it is used in cryogenics.
Its fusion temperature is low: 658°C, distincly lower than the one of the copper (1083°C) and to the one of the iron (1536°C); that does not allow to support the very high temperatures.
Nevertheless, it exists some alloys which supports well the temperatures about 200°C that are often reached in aircraft and aerospace industries.
The breaking point of the aluminum of trading purity according to the temperature is as follows:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* Weight for weight, an aluminum wire leads 2,1 times more electricity than a copper wire and 18 times more than a steel wire. For the same electrical conduction, the price of an aluminum conductor is equal to 40 % from the price of a copper conductor.
* Weight for weight, the mechanical strength of a product in aluminum alloy 7075 is 2,3 times stronger than the one of the bronze CuSn6 and 1,5 times stronger than the one of a hardened steel. For the same mechanical strength, the price of a product in 7075 is equal to 35% from the price of a product in bronze CuSn6.
* Weight for weight, the electromagnetic absorption (electromagnetic armature properties) of an aluminum sheet is 2,6 times stronger than the one of a copper sheet. For the same electromagnetic absorption, the price of an armature in aluminum sheet is equal to 30 % from the price of a copper sheet.
3. The effects of manufacturing conditions
The mechanical strength of the pure aluminum is relatively weak and forbiddens its using for some applications. That mechanical strength can be highly increased by the addition of some other metals, to make some alloys.
Those can be classified in two categories:
- the alloys without age hardening (non hardenable alloys),
- the alloys with age hardening (hardenable alloys).
That difference among the alloys is due to the main addition agent, whatever its content.
There is rarely only one addition agent (main component). Some additions of other secondary components will also have an influence on the characteristics of the alloy.
At last, there are some components in the alloy that have not been added voluntarily; that are the impurities and the most importante ones are the iron and the silicium of which the content must be controlled with precision for some usings because their influence may be unfavourable.
By their nature and their content, all the elements have an influence on several characteristics of the alloy such as:
* the mechanical properties (ultimate tensile strength Rm, yield strength Rp02, btreaking elongation A%, hardness
HB),
* the mass-volume,
* the electrical and heat conductivities,
* the corrosion resistance,
* the weldability,
* the machinability,
* the deformability,
* the anodic treatment ability.
The aluminum can be blent with a great number of other components for making a lot of different alloys with a large range of various characteristics which allow to use them in a lot of processes.
The aluminum alloys are classified in seven families according to the main ferroyalloy. In each family, the different alloys have got common "genetic" properties but have also their own characteristics. The alloys are commonly designated with a number of 4 figures and the first one designates the family:
aluminum without addition agent: 1000
aluminum + copper: 2000
aluminum + manganese: 3000
aluminum + silicium (die casting alloys): 4000
aluminum + magnesium: 5000
aluminum + magnesium + silicium: 6000
aluminum + zinc + magnesium: 7000
The following chart shows the designations of the main alloys in the 6 families of wrought alloys (except the family 4000), and compares the French and foreign designations.
|
|
CEN |
|
|
|
|||
|
|
|
|
|
||||
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
- |
|
|
|
|
|
|
|
- |
- |
|
|
|
|
|
|
- |
- |
- |
|
|
|
|
- |
- |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
- |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
- |
|
|
|
|
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
- |
|
|
- |
|
|
|
|
|
|
|
|
|
|
|
|
- |
- |
- |
|
|
|||||||
|
|
- |
AlSiMg |
AlMgSi0.7 |
3.3210 |
- |
- |
- |
|
|
AGS |
AlMgSi |
AlMgSi0.5 |
3.3206 |
(6063) |
(H9) |
(6063) |
|
|
- |
AlMg1SiCu |
AlMg1SiCu |
3.3211 |
6061 |
H20 |
6061 |
|
|
ASGM0.7 |
AlSi1Mg |
AlMgSi1 |
3.3215 |
- |
H30 |
6082 |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
|
ISO : International Standard Organization
(World standards)
CEN : Comité Européen de Normalisation (European standards)
Designations in brackets = alloy similar to the French alloy but not totally identical.
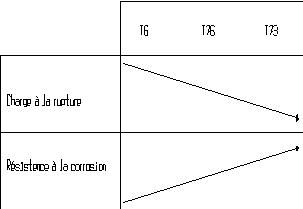
4. The effects of manufacturing conditions - Tempers
It is possible to increase the mechanical strength of the aluminum and all its alloys cold working, process that is called strain hardening. That deflection simultaneously decreases the cold deformability of the alloys (which is possible to make it recover by a heat treatment called annealing that gives to the metal its minimum mechanical strength).
The strain hardening has some effects on several alloy properties:
- the ultimate tensile strength, the yield strength and the hardness increase while the breaking elongation and the cold deformability decrease,
- the electrical conductivity decreases,
- the corrosion resistance decreases.
The heat treatment of annealing has the opposite effects.
The strain hardening is the only way to harden the alloys without age hardening (non hardenable alloys). These alloys belong to the 3 following families:
1000 aluminum without addition agent
3000 aluminum + manganese
5000 aluminum + magnesium
The other families can be more hardened by heat treatments of age hardening.
Between the annealing state and the hardest one that is normally produced, there are several intermediary statesof which their hadness levels are growing; these states can be obtained in two ways: either from a completely annealed alloy, it is partially work-hardened, or from a completely work-hardened alloy, it is partially annealed (soft tempers or partially annealed)
; the strain hardening introduces some internal stresses on the metal. For some usings, it is necessary
to suppress them by a stabilizing treatment that does not modify very much the mechanical characteristics of the alloy.
The following chart shows the standard designations of the strain hardened tempers:
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
H13 |
|
|
|
|
H15 |
|
|
|
|
H17 |
|
|
|
|
|
|
|
|
|
|
In addition, other strain hardened tempers exist:
H111 : annealed and lightly strain hardened (less thanH11)
for instance by tension or flattening,
H116 : is applied to the alloys 5000 of which the magnesium content is higher than 4% and for which the limits of the mechanical characteristics and an exfoliating corrosion resistance are specified.
The alloys that belong to the families 2000, 6000 and 70000 can be hardened by heat treatment (solution treatment and quenching) following by an age-hardening that is made:
- either at the ambient temperature (artificial aging or natural aging),
- or by heating (temper or accelerated aging or artificial aging).
Thanks to these treatments, they reach their maximal characteristics ; in addition, it is possible to combine the strain hardening and the hardening by heat treatment of solution, quench and artificial aging or temper.
The solution treatment, heat treatment at high temperature can be made in a furnace but, for some alloys, especially the ones of the family 6000, it can be made in the process of hot working.
The following chart shows the standard designation of the obtained states valid in France and in Europe:
|
|
|
|
| Quenching + artificial ageing |
|
|
| Quenching + strain hardening + artificial ageing |
|
|
| Quenching + artificial ageing |
|
|
| Quenching + under-ageing |
|
|
| Quenching + over-ageing |
|
|
| Quenching + over-ageing desensitizing to the corrosion under stress |
|
- |
| Quenching + over-ageing desensitizing to the exfoliating corrosion |
|
- |
| Quenching + strain hardening + artificial ageing |
|
|
| Quenching + artificial ageing + strain hardening |
|
- |
T51, T56 : state standardized only in the European standard NF EN 515 (October 1993).
T10 : state standardized only in the French standard
NF A 02-006 (November 1985) that is cancelled and replaced by the European standard.
The quenching that follows the heat treatment of solution introduces into a lot of products some internal stresses that deform them et that may damage to some processes; so, the products are stress relieved by tension, by compression or by both of these two combined processes; the designation of the corresponding states is obtained by adding after the figures which follow the letter T, the figures shown in the aboved chart, as follows:
Txx51 or Txx510: stress relief by tension with no complementary straightening after the tension.
Txx511: stress relief by tension followed by a straightening.
Txx52: stress relief by compression.
Txx54: stress relief by combined tension and compression.
5. Typical features of alloys and delivery states
The following chart shows some typical values about the components and a certain number of physical properties of alloys usually used.
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
||||
|
|
0,20 | 0,15 |
|
|
|
||||||
|
|
0,50 | 4,0 | 0,7 | 0,7 |
|
|
|
||||
|
|
4,3 | 0,6 | 1,5 |
|
|
|
|||||
|
|
3,9 | 0,6 | 0,9 | 1,1 |
|
|
|
||||
|
|
0,7 | 4,4 | 0,15 |
|
|
|
|||||
|
|
0,4 | 4,0 | 0,15 |
|
|
|
|||||
|
|
0,3 | 3,1 | 0,3 |
|
|
|
|||||
|
|
0,20 | 0,45 | 0,48 |
|
|
|
|||||
|
|
1,00 | 0,7 | 0,9 |
|
|
|
|||||
|
|
1,6 | 2,5 | 0,23 | 5,6 |
|
|
|
||||
The following chart shows some typical values about mechanical characteristics, implementation properties and standard usings of these alloys.
|
|
|
|
|
|
|
|
|
|
||
| Rm MPa | Rp02 MPa | A% | ||||||||
|
|
|
|
|
|
|
|
|
|
|
Building, Cooking |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
Mechanics |
|
|
|
|
|
|
|
|
|
|
|
Aircraft industry |
|
|
|
|
|
|
|
|
|
|
|
Screw cutting |
|
|
|
|
|
23 |
|
|
|
|
|
Chemistry,cryo transport |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
Chemistry, cryo C. Shipbuilding |
| H22 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
Sheet metal workng, Navy |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
Building |
|
|
|
|
|
|
|
|
|
|
|
Transport |
|
|
|
|
|
|
|
|
|
|
|
Aircraft industry |
A : very good - B : good - C : average - D : bad, inadvisable
6. Classification of alloys by using
Machining Screw cutting - Welding - Structural usings - High mechanical stresses - Corrosion resistance - Component - Tempers - Anodic oxidation - Power conductor - High and low temperatures resistances - Examples of using
The aluminum and its alloys are easily machined on condition that to take some precautions about high speeds and to use adaptated tools. The alloys of aluminum are better machined than the pure aluminum; it's the case, in particular, for the age-hardening alloys. Generally speaking, the alloys with high mechanical characteristics, and consequently with a low deformability, are machined well.
The alloys - the best machinability states are the following:
2017A T4, 2024 T3 ,2618A T851
5083 H111
6082 T6
7075 T651
The specific alloys for screw cutting contain some lead or lead and bismuth (components which largely make easier the chip breaking) are the following:
2011 T3, 2030 T3
6262 T9
If, generally, all aluminum alloys are weldable, they do not perform in the same way; there are three alloys classes:
* the alloys without age hardening (families 1000, 3000 and 5000)
They have a good weldability; when they are used at a soft temper, they do not lost their mechanical characteristics at the welding level.
On the other hand, when they are in a strain hardened temper, the hardening due to the strain hardening disappears around the welding.
The alloys - typical states are: 1050A O ,3003 O ,5083 H111,
5086 O; the addition of chromium in these two last alloys increase more their weldability.
* the alloys with age hardening and without copper (family 6000 and some alloys from the family
7000). The heat cycle of the welding modify the mechanical characteristics of the base metal that is generally at the state quenching-temper; that loss is definitive for the alloys from the family 6000 except if it is possible to make a new temper treatment on the welded structure; the alloys from the family 7000 recover a notable part of their initial characteristics by ageing at the normal temperature.
The alloys - typical states are: 6060 T5, 6082 T6 ,7020 T5.
* the alloys with age hardening containing copper (family 2000 and some alloys from the family
7000)
These alloys are generally hardly weldable because, on the one hand, they are prone to the cracks when the welding becomes solid and, on the other hand, their mechanical characteristics after welding are strongly decreased. Nevertheless, these alloys are more or less noticeable to these effects: the 2618A T851 is not very sensitive to the cracks.
The using of the process TIG with a great concentration of energy and increased gas shield allows to improve notably the results.
The aluminum alloys are very used for the structural usings being in competition with the steels. The elastic modulus of the aluminum alloys, about one third of the one of steels, leads, for avoiding some too much important flexion, to increase the thicknesses of sections regard to the ones of steels; consequently, the weight-loosing that results of the replacement of the iron by an aluminum alloy is not in the density ratio, but is from 40% to 60%. Nevertheless, the possibility to obtain complex shapes with the aluminum alloys allows to compensate the low elastic modulus of the metal by a shape of sections that lead to a high inertia moment.
The alloys - the most used states are:
5083 H22, 5086 H24 ,5754 H24
6005A T5 ,6061 T6, 6082 T6
7020 T5
When the constructions are under some important stresses, the using of aboved alloys would lead to thickness and sections incompatible with the choiced weight-loosing. Then, it is necessary to use some alloys with very high mechanical characteristics; these alloys have moreover a low corrosion resistance, a weak cold deformability and some difficulties to be wilded, so that limits their using for particular processes.
The alloys - the used states are::
2014 T6 ,2017A T4 ,2024 T3
7075 T6
The aluminum alloys are known as having a good corrosion resistance. Nevertheless, in some exposure conditions, they may be damaged. That damage can be appear under different forms which depend on the alloy component and on its temper.
* More the content in iron impurities and silicium is low, more the aluminum and its alloys resist to the corrosion.
* The alloys from the family 3000 have a good corrosion resistance as well as the pure trading aluminum.
* The alloys containing copper (family 2000 and some alloys from the family 7000) have not a good corrosion resistance.
* The alloys from the family 5000 have a good corrosion resistance if the content in magnesium does not exceed 4%. Beyond that content, it is necessary to proceed to a heat treatment on the metal (state H116).
* The alloys from the family 6000 have a good behavior ant that especially since they have a good anodizing ability that creates a large and protective alumina layer.
* The alloys from the family 7000 without copper have a good corrosion resistance. Some alloys with a low zinc content are used as protective coating for sheets in alloys 7000 with copper in the aircraft industry.
* The strain hardened tempers globally resist less than the soft tempers.
* The temper anneal states (T5 and T6) that give the alloy its maximal characteristics, have not a so good resistance that the over-ageing revenus (T7).
The atmosphere in which the aluminum alloy is put has also its importance. If the pH of the atmosphere is contained between 4 and 9, the alumina layer is not dissolved and the metal resists well.
In the acide atmospheres (pH<4), the behaviors are very variables. For instance, the aluminum resists well to the acetic acid and concentrated and col nitric acid.
In the alkali atmospheres (pH>9), the aluminum is generally vigrously attacked. Nevertheless, it resists well to te ammonia and to a great number of organic bases.
When the aluminum is in contact with some materials such as the graphite, the mild steel or a coppered alloy, in an atmosphere with a very good electrical conductivity such as sea water, it is largely attacked and that may go until its complete destruction.
The anodic oxidation or anodizing allows to build a thicker oxide layer than the natural alumina film; that layer gives to the metal:
- a good protection against the corrosion,
- an improvement of the surface conditions that will continue in the time; in addition, the anodic layer may be coloured,
- several properties of the surface change such as, for instance: electric insulation, reflective power, superficial hardness, friction coefficient.
The aluminum alloys do not identically lend to the anodizing treatment. The most adaptated alloys belong to the families 1000, 5000 and 6000. The alloys containing copper have difficulty to be anodizable.
Family 1000: the layer is all the more transparent since the contents in iron and silicium are low.
Family 2000: the layer has a limitated thickness and is porous, so its protecting power decreases.
Family 3000: the color of the layer is more or less grey.
Family 5000: the layer is greyish and depends on the other addition agents (chromium and manganese).
Family 6000: the anodizing process is largely used in the window sections industry.
Family 7000: the anodizing conditions must be adjusted to the content and the category of choiced protection.
The conductivity of the aluminum alloys vary from 63 % for the pure aluminum to 30% for some alloys from the families 2000, 5000 and 7000.
The power conductors are made with the alloys from two families:
1000 when the mechanical resistance of the aluminum is not sufficient,
6000 when the conductor must have a higher mechanical resistance.
High and low temperatures resistance
The alloy of which the mechanical resistance does not really decrease until a temperature of 150°C is the 2618A :
| Temperature | 20°C | 150°C | 200°C |
| Ultimate load | 440 MPa | 390 MPa | 320 MPa |
For the low temperatures reached in the cryogenic processes such as the storage and the transport of liquefied gas, the 5086 is used (the ultimate load increases at low temperature):
| Temperature | 20°C | 80°C | 195°C |
| Ultimate load | 278 MPa | 295 MPa | 390 MPa |
Examples of usings and main alloys used:
Mechanics
Various machines parts: 2017A
Screw industry, boltmaker, Visserie, boulonnerie, rivets (rivets Pop) : 7075, 5754
Plastic forming molds: 7075
Plates of cutting tools: 7075
Welding rods: 2219, 4043
Aircraft industry and weaponry
Munitions, turrets of tanks, armatures: 2024, 7020, 7049
Structures of planes, fuselage sheets: 2024, 2014, 7075, 2618A
Chemestry, foodstuffs
Kitchen utensils (saucepans, frying pans): 3003, 4006
Capsules, tins, packaging, aerosols: 3105, 1050A
Tanks of nitric acid, exchangers: 1200, 3003
Tubes of irrigation: 3003
Power
High voltage cables: 1370
Flats conductors: 6101
Power cabinets framework: 6060
Caps of lamps, pylons: 6106
Transport
Slatted sides, trucks, tanks: 5086
Railway wagons: 6005A
Caravans, interior trims of lorries and bus: 3003
Exchangers, heaters, cryogenics: 1200, 3003, 5086
Road signs: 6060
Sport
Ski sticks, inserts in the ski platforms: 7020, 7075
Crabs of alpinism: 7075, 7010
Camping goods: 1050A, 3003
Garden furniture: 3003
7. Shapes of products - Descriptions
7.1 Long products
They are obtained by extrusion or by extrusion plus drawing or wiredrawing.
Bars : products delivered in straight length; the shape is the same on all the length and has a round, square or hexagonal form (called 6 panes).
Wires: products with a round shape and a very large length wound as coils for delivery.
Tubes: hollow products delivered in straigth length with a constant thickness all around the shape; that may have a round or square form.
Flats : products delivered in straight length with a rectangular shape of which the ratio width on thickness is not over 10.
Sections : products delivered in straight length of which the shape can have a simple form, in L (also called angle), in U, in T or in a more complicated form that requires a plan with dimensions and complete description. They are often classified by their weight for one meter.
7.2 Flat products
They are obtained by rolling; their shape is rectangular and the ratio width on thickness is over 10.
Sheets : rolled products delivered in flat; so their length is a delivery dimension. There are thin sheets with a thickness from 0,2 to 1 mm, the average sheets with a thickness from 1 to 20 mm and the strong sheets with a thickness over 20 mm.
They can be delivered with or without a adhesive protecting film; they can be coated that is to say clad rolled with a low thickness sheet in a good corrosion resistance alloy; they can be engraved (flooring sheets).
Coils : that are the same products that thin and average sheets in low thickness, wound as coils for delivery.
8.1 Machining
The aluminum and its alloys have got a good workability by cutting tools, but a certain number of feature are peculiar to these materials.
- The light alloys have a low density that decreases the intertia effects and allows high rotation and translation speeds.
- The high heat conductivity favours the cooling, the heat being almost totally evacuated by the chips.
- The low modulus of springiness may bring about some strains in case of cantilevers.
- The alloys containing more than 1% of silicium (families 4000, 2014A, 6081,
6181, 6082, 6351A) use more quickly the toolings, that requires to decrease the cutting speed.
To take account these feature, it is judicious to use:
- some powerful machines, from 150 to 250 Wh/dm3 of chips and fast machines because the working speeds are from 5 to 10 times higher than the ones suitable for the steels.
- the tools have some cutting angles of 15° for the hard alloys, 20 to 30° for the low hardness alloys; the tapers vary from 8° to 12°.
- the pass depth can be important, until 5 mm, but the low modulus of springiness does not allow some large feeds that must be limitated at 0,2 mm/turn.
- for the lubrication, the soluble oil is recommended for the rough turning processes with lathe and miller; the cutting oil is better for the operations of finishing, tapping and sawing with a circular saw.
- the speeds depend on the alloys and the used cutting tools; the belowed chart shows some indicative turning speeds in m/min.:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8.2 Surface treatments
Several targets are allotted to the surface treatments:
* to prepare the surface for a joint or a later surface treatment,
* to improve the aspect and to make it lasting,
* to protect the surface against the corrosion.
The treatments that let the surface uncoated are:
- mechanical treatments
* polishing: buffing with emery, polishing with the polish paste, bufflage à l'émeri,
tamponnage à la pâte à polir, brightening with the burnish paste.
* mechanical glazing or brushing for obtaining a mat finishing.
* blast cleaning, blasting for the metal or paint coating; the blasting improves the endurance limit of the part.
- chemical treatments
* degreasing with solvents, solvents vapor or in acid bath.
* pickling in sodium carbonate bath (3 to 10% in water at 40-70°C)
followed by a neutralizer in nitric acid bath (all alloys except the family 2000) or in a sulfochromic acid bath (family 2000) and rinse.
* brightening in phosphoric nitric bath.
Treatments with protecting coating:
- chemical converting : process MBV, process Alodine.
- anodizing: that process consists in forming at the surface of the metal a alumina layer by electrolysis in an acid bath. That layer of about some tens microns is porous and its surface shows perpendicular pores that require to be filled back for making the layer really protective; that is made by obstruction in immersing the part into the boiling water; before, it is possible to introduce some pigments into the pores for reaching the desired tint at the surface after sealing.
- metallic coatings: zinc coating, copper coating, nickel plating, chromium plating, tinning.
- paints, lacquers, varnish, enamels.
8.3 Heat treatments
The following chart shows the temperatures ranges to be used according to the alloys families for the different categories of heat treatment.
The precision of the reached temperatures for treatments of bathing and temper is importante: it must be at least ± 5°C.
|
|
|
|
|
|
|
|
|
|
- |
- |
|
|
|
- |
475-530°C |
160-190°C |
|
|
|
250-300°C |
- |
- |
|
|
|
240-280°C |
- |
- |
|
|
|
- |
|
|
| 7000 |
|
- |
|
|
8.4 Joint process
Welding
The aluminum is spontaneaously coated at the air of a continuous protective oxide film of which the melting point is very high
(2020°C). That very stable alumina layer is an inconvenience that must be eliminated when the welding is made.
The oxyacetylenic welding is generally used for thicknesses until 3 mm. It requires the using of a pickling chemicals, the soldering flux, for eliminating the alumina layer; the flux is carried by the filler rod and must melt at a lightly lower temperature than the one of the filler rod; it must be eliminated after welding because it occurs a corrosion of the aluminum.
The arc welding under noble gas has the advantage not to require the using of the soldering flux. The TIG process (Tungsten Inert Gas)
uses a refractory electrode in thoriated tungsten; the welding is generally made in alternating current under argon. The MIG process (Metal Inert Gas) uses the filler as an electrode; it is made in continuous current in reverse polarity (negative pole for the part) un argon, that allows a good elimination of the oxide film.
The aluminum alloys can also electrically be welded by point or welding wheel, by electronic bombardment that allows to weld in one pass some thicknesses reaching 150 mm, by friction and by pressure, by high frequency induction or by ultrasonics.
Brazing
For the strong brazing, the metal filler is an aluminum alloy of which the melting temperature is higher than 450°C and lower than the temperature of the parts to be assemblied. The families of the alloys that can be brazed are: 1000, 3000, 5000 of which the content in magnesium is less than 3%, families 6000 and 7000 without copper.
For the soft soldering, the metal filler has a melting temperature lower than 450°C; that are the tin alloys (melting temperature from 180°C to 260°C), the zinc alloys (melting temperature from 350°C to 420°C), or the cadmium alloys (melting temperature from 280°C to 320°C).
In all cases, it is necessary to use a soldering flux before brazing that must be eliminated after brazing.
Rivet setting
That old process is used for assemblying mechanical stressed parts because the force exerts on the parting line of the sheets or parts.
The used alloys for the rivets must be some aluminum alloys that are compatible with the alloys of the parts to be assemblied to avoid the risks of galvanic corrosion.
The rivets are generally made in the alloys 1050A and 3003, annealed or strain-hardened, 5754 and 5086 annealed, 6061 and 6181 quenched and 2017A put on fresh quenching.
The aluminum products have a brittle surface. They are easily damaged by the impacts and the scratches. Besides, the products are not quite stiff and may be deformed. It is essential to handle and store them by taking some precautions:
- to avoid all impacts with metallic parts,
- not to store the products directly on other products,
- to avoid the frictions with other products,
- if the vertical storage is not possible, the products must be stored horizontally with enough supports so that the products are not deformed.
Even if they are protected by their alumina film, the aluminum products are corrosion sensitive:
- the products that have been wet must be completely dried before storage,
- any condensation occurrence must be avoided; that effect happens when the products come from outside where it is cold and are after stored in a heat warehouse. The products must be displayed and let them warm up slowly in a well-ventilated place.
- the natural alumina film has a thickness about 100
Å (10-5 mm); it is attacked by the strong acids, hydrochloric, sulfuric or nitric acids, and by the bases such as the caustic soda.
If there is a conductive liquid used as electrolyte, and in case of contact with other metals, the aluminum is more often attacked; that happens when the aluminum alloy is in contact with the copper and the coppered alloys such as brass, nickel, non-passive stainless steels, iron, steels...