 |
|

|
|
1. Historique et fabrication de l'aluminium
L'aluminium est le métal le
plus récemment découvert puisqu'il n'est utilisé industriellement
que depuis la fin du XIX° siècle.
Pourtant l'alun, sulfate double d'aluminium et de potassium, le composé
d'aluminium le plus anciennement connu, était déjà décrit
par Pline l'ancien et utilisé à Rome comme mordant pour les couleurs.
Il a fallu attendre 1825 pour que Hans Christian Oersted obtienne l'aluminium
à l'état de corps simple sous forme d'une poudre grise contenant
encore une très grande quantité d'impuretés. En 1827, Friedrich
Wöhler obtint cette même poudre grise d'aluminium contenant cependant
moins d'impuretés.
Ce n'est qu'en 1854 qu'Henri Sainte-Claire-Deville présente le premier
lingot d'aluminium obtenu à l'état fondu, par un procédé
mis en application en 1859 de façon industrielle par Henry Merle dans
son usine de Salindres (Gard), berceau de la société Pechiney.
Mais ce procédé était compliqué ce qui donnait un
métal très cher, réservé à des utilisations
dans le luxe et l'orfèvrerie.
En 1886, Paul Louis Toussaint Héroult
en France et Charles Martin Hall aux Etats Unis déposent indépendamment
leurs brevets sur la production d'aluminium par électrolyse à
chaud de l'alumine, oxyde déshydraté de l'aluminium, dissoute
dans de la cryolithe fondue (fluorure double de sodium et d'aluminium).
L'invention de la dynamo, qui remplaça la pile comme source d'électricité,
et l'utilisation des chutes hydrauliques : la " houille blanche ",
rendit possible la production économique du métal.
P.L.T. Héroult monte sa première usine en 1887 à Neuhausen
en Suisse, sur une chute du Rhin, berceau de la société l'Aluminium
Suisse. Il monte une usine en 1889 à Froges (Isère), berceau de
l'hydroélectricité française développée par
Aristide Bergès, puis une autre à La Praz dans la vallée
de l'Arc (Savoie).
C.M. Hall monte en 1888 une usine pour la Pittsburgh Reduction Co qui deviendra
en 1907 l'Aluminum Company of America.
L'aluminium est entré dans sa phase industrielle ; sa production a connu en 100 ans une croissance prodigieuse, le mettant au premier rang des métaux non ferreux et au deuxième de tous les métaux derrière le fer, ainsi que l'illustrent les chiffres suivants :
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L'aluminium est d'abord employé
à l'état pur pour sa légèreté et son inaltérabilité,
mais la mise au point d'alliages d'une plus grande résistance mécanique
va être déterminante.
Conrad Claessen trouve en 1905 la possibilité de durcir certains alliages
par traitement thermique. Alfred Wilm met au point le " Duralumin "
(aluminium de Düren), alliage d'aluminium et de cuivre, qui durcit par
trempe. Aladar Pacz imagine en 1920 l'alliage aluminium silicium affiné
au sodium, " l'Alpax ".
La fabrication de l'aluminium se décompose en deux étapes :
- extraction de l'alumine de la bauxite,
- fabrication de l'aluminium par électrolyse de l'alumine.
Les gisements du minerai de départ,
la bauxite, sont très nombreux et importants sur tout le globe terrestre.
Les plus vieux, aujourd'hui épuisés, étaient dans le sud
de la France, en particulier près du village des Baux en Provence, qui
a donné son nom au minerai.
La bauxite est un mélange d'oxyde d'aluminium, l'alumine, d'oxyde de
silicium, la silice, d'oxyde de fer, d'oxyde de titane et d'eau. Les teneurs
de ces différents oxydes sont les suivantes :
| alumine : |
|
| silice : |
|
| oxyde de fer : |
|
| oxyde de titane : |
|
| eau : |
|
L'extraction de l'alumine s'effectue par attaque de la bauxite à température
et pression élevées au moyen d'une solution de soude caustique
(procédé Bayer). Les impuretés insolubles sont séparées
de la solution par décantation et filtration et portent le nom de "
boues rouges " en raison de leur couleur due à la présence
d'oxyde de fer.
De la solution épurée, refroidie et diluée, on peut tirer
l'hydroxyde d'aluminium : Al(OH)3 ; celui-ci est calciné à 1200°C
pour donner l'alumine : Al2O3, qui se présente sous la forme d'une poudre
de couleur blanche.
L'alumine est mélangée
à de la cryolithe et ce mélange est liquide à 1000°C
; l'électrolyse de l'alumine se fait dans une grande cuve peu profonde,
dont le fond est garni de graphite qui sert de cathode (pôle -). Les anodes
(pôle +) sont faites avec de la pâte de coke et de brai précuite
et plongent dans le bain.
Le passage du courant continu décompose l'alumine : l'aluminium liquide
à 1000°C se dépose à la cathode, au fond de la cuve,
et l'oxygène se dégage aux anodes en les brûlant ; celles-ci
sont donc consommées et changées régulièrement.
L'aluminium est récupéré par siphonnage dans une poche
de coulée.
La tension continue appliquée aux électrodes est de 4,5 à
6 V ; l'intensité du courant passant dans la cuve n'a cessé de
progresser au fil des ans avec les améliorations technologiques apportées
aux cuves : la toute première cuve d'Héroult avait 4000 A ; en
1914, les cuves avaient 20.000 A, 100.000 A en 1944, 175.000 A en 1980 et elles
atteignent aujourd'hui 300.000 A.
La consommation électrique de l'électrolyse de l'aluminium est
importante, de l'ordre de 13.000 kWh par tonne d'aluminium produite.
Pour fabriquer 1 tonne d'aluminium, il faut 2 tonnes d'alumine et 4 tonnes de
bauxite.
2. Avantages techniques et économiques
Les emplois de l'aluminium et de ses alliages se sont développés dans des proportions surprenantes pour des raisons techniques et économiques.
Les raisons techniques sont nombreuses :
- l'aluminium est un métal dont la densité est faible, ce qui vaut à ses alliages la dénomination d'alliages légers. L'aluminium est le métal le plus léger après le lithium et le magnésium :
| Métal pur | Masse volumique (kg/dm3) |
| Lithium |
|
| Magnésium |
|
| Aluminium |
|
| Titane |
|
| Fer |
|
| Cuivre |
|
| Plomb |
|
L'aluminium est donc 3,3 fois plus
" léger " que le cuivre et 2,9 fois plus léger que le
fer ; il " pèse " grossièrement 3 fois moins que les
métaux industriels usuels.
C'est cette caractéristique qui a valu aux alliages d'aluminium leur
développement dans les moyens de transport et en particulier dans l'aéronautique.
-
l'aluminium conduit bien
l'électricité et la chaleur.
Sa résistivité électrique est de 2,74 10-8 W.m ; convertie
en conductivité électrique comparée à celle du standard
cuivre IACS, cela représente 63 %. Les alliages d'aluminium ont une conductivité
plus faible que celle de l'aluminium pur, variant de 30 % à 50 % IACS.
A poids égal de cuivre, l'aluminium a une conductivité électrique
2 fois supérieure, d'où les applications de l'aluminium dans le
transport d'électricité haute tension sur grande distance.
- l'aluminium n'est pas magnétique.
Sa perméabilité magnétique relative est de 1,004 soit 50
fois plus faible que celle des aciers. Cette qualité s'ajoute à
ses propriétés de conduction électrique et milite en faveur
de son utilisation dans les blindages de câbles, dans les circuits électroniques
et dans la réalisation de bon nombre d'appareils de mesure.
-
l'aluminium a une bonne résistance
à la corrosion.
L'aluminium a une grande affinité pour l'oxygène, et très
vite une couche d'alumine recouvre sa surface ; cette couche est parfaitement
couvrante et protège le métal sous-jacent. De plus, il est possible
d'accroître cette protection par les traitements d'oxydation anodique
(anodisation).
-
l'aluminium est un métal
robuste.
Si les caractéristiques de l'aluminium pur sont faibles, comme pratiquement
celles de tous les métaux purs, la gamme d'alliage très étendue
permet de trouver celui qui correspond aux contraintes d'utilisation envisagée.
En effet, les alliages les plus résistants peuvent avoir une charge de
rupture supérieure à 700 MPa, donc largement équivalente
à celles des aciers trempés.
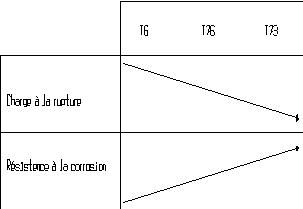
-
l'aluminium peut être
utilisé dans une large plage de températures.
Contrairement à d'autres métaux, tel que l'acier, l'aluminium
ne se fragilise pas aux basses températures et ses caractéristiques
mécaniques augmentent même aux températures des gaz liquéfiés,
d'où son utilisation en cryogénie.
Sa température de fusion est basse : 658°C, nettement inférieure
à celle du cuivre (1083°C) et à celle du fer (1536°C)
; cela ne lui permet pas de résister aux très hautes températures.
Il existe cependant des alliages qui résistent bien à des températures
de l'ordre de 200°C souvent atteintes en aéronautique et en astronautique.
La charge de rupture de l'aluminium de pureté commerciale en fonction
de la température est la suivante :
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
La comparaison de l'aluminium avec les autres métaux utilisés industriellement montre qu'il est souvent plus intéressant pour des raisons techniques et économiques :
* A poids égal, un fil en aluminium conduit 2,1 fois plus d'électricité qu'un fil en cuivre et 18 fois plus qu'un fil en acier. A conduction électrique égale, le prix d'un conducteur en aluminium est égal à 40 % du prix d'un conducteur en cuivre.
* A poids égal, la résistance mécanique d'un produit en alliage d'aluminium 7075 est 2,3 fois plus forte que celle d'un bronze CuSn6 et 1,5 fois plus forte que celle d'un acier trempé. A résistance mécanique égale, le prix d'un produit en 7075 est égal à 35% de celui d'un produit en bronze CuSn6.
* A poids égal, l'absorption électromagnétique (aptitude au blindage électro-magnétique) d'une tôle en aluminium est 2,6 fois plus forte que celle d'une tôle en cuivre. A absorption électromagnétique égale, le prix d'un blindage en tôle d'aluminium est égal à 30 % de celui d'une tôle en cuivre.
3. Influence des éléments d'alliage
La résistance mécanique
de l'aluminium pur est relativement faible et interdit son emploi pour certaines
applications. Cette résistance mécanique peut être notablement
augmentée par l'addition d'autres métaux, formant ainsi des alliages.
Ceux-ci peuvent être classés en deux catégories :
- les alliages sans durcissement structural (alliages non trempants),
- les alliages à durcissement structural (alliages trempants).
Cette différence entre alliages
est due à l'élément d'addition principal, quelle que soit
sa teneur.
Il n'y a rarement qu'un seul élément ajouté (élément
principal). Des additions d'autres éléments secondaires vont aussi
influer sur les caractéristiques de l'alliage.
Il y a enfin des éléments présents dans l'alliage sans
qu'ils aient été ajoutés volontairement ; ce sont les impuretés
dont les plus importantes sont le fer et le silicium, et dont il faut contrôler
précisément la teneur pour certaines utilisations car leur influence
peut être défavorable.
Tous les éléments jouent,
par leur nature et leur teneur, sur plusieurs propriétés de l'alliage
comme :
* les caractéristiques mécaniques (charge de rupture Rm, limite
élastique Rp02, l'allongement à la rupture A%, la dureté
HB),
* la masse volumique,
* les conductivités électrique et thermique,
* la résistance à la corrosion,
* l'aptitude au soudage,
* l'usinabilité,
* l'aptitude à la déformation,
* l'aptitude à l'anodisation.
L'aluminium est capable de se "
marier " avec grand nombre d'autres éléments donnant ainsi
naissance à beaucoup d'alliages différents ayant un faisceau de
propriétés très larges et permettant de satisfaire un grand
nombre d'applications.
Les alliages d'aluminium sont classés en sept familles selon l'élément
principal d'addition. Dans chaque famille, les différents alliages ont
des caractères " génétiques " communs mais ont
aussi chacun leur propre personnalité. Les alliages sont communément
désignés par un numéro à 4 chiffres dont le premier
désigne la famille :
aluminium sans élément
d'addition : 1000
aluminium + cuivre : 2000
aluminium + manganèse : 3000
aluminium + silicium (alliages de moulage) : 4000
aluminium + magnésium : 5000
aluminium + magnésium + silicium : 6000
aluminium + zinc + magnésium : 7000
Le tableau suivant donne les désignations des principaux alliages des 6 familles d'alliages de corroyage (à l'exception de la famille 4000), et compare les désignations françaises et étrangères.
|
|
CEN |
|
|
|
|||
|
|
|
|
|
||||
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
- |
|
|
|
|
|
|
|
- |
- |
|
|
|
|
|
|
- |
- |
- |
|
|
|
|
- |
- |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
- |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
- |
|
|
|
|
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
- |
|
|
- |
|
|
|
|
|
|
|
|
|
|
|
|
- |
- |
- |
|
|
|||||||
|
|
- |
AlSiMg |
AlMgSi0.7 |
3.3210 |
- |
- |
- |
|
|
AGS |
AlMgSi |
AlMgSi0.5 |
3.3206 |
(6063) |
(H9) |
(6063) |
|
|
- |
AlMg1SiCu |
AlMg1SiCu |
3.3211 |
6061 |
H20 |
6061 |
|
|
ASGM0.7 |
AlSi1Mg |
AlMgSi1 |
3.3215 |
- |
H30 |
6082 |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
|
ISO : International Standard Organization
(Normes mondiales)
CEN : Comité Européen de Normalisation (Normes européennes)
Désignations entre parenthèses = alliage similaire à l'alliage
français mais non totalement identique.
4. Influence des conditions de fabrication - Etats métallurgiques
Il est possible d'augmenter la résistance mécanique de l'aluminium et de tous ses alliages par déformation à froid appelée écrouissage. Cette déformation diminue simultanément l'aptitude des alliages à la déformation à froid ( qu'il est possible de lui faire recouvrer par un traitement thermique de recuit qui confère au métal sa résistance mécanique minimum ).
L'écrouissage a des effets
sur plusieurs propriétés de l'alliage :
- la charge de rupture, la limite élastique et la dureté augmentent,
alors que l'allongement à la rupture et la capacité de déformation
à froid diminuent,
- la conductivité électrique diminue,
- la résistance à la corrosion diminue.
Le traitement thermique de recuit a les effets inverses.
L'écrouissage est la seule façon de durcir les alliages sans durcissement structural (alliages non trempants). Ces alliages appartiennent aux 3 familles suivantes :
1000 aluminiums sans éléments d'addition
3000 aluminium + manganèse
5000 aluminium + magnésium
Les autres familles peuvent être durcies en plus par traitements thermiques
de durcissement structural.
Entre l'état recuit et l'état
le plus dur normalement produit, il est défini plusieurs états
intermédiaires ; ces états, dont les niveaux de dureté
atteints sont croissants, peuvent être obtenus de deux façons :
soit en partant d'un alliage complètement recuit et en l'écrouissant
partiellement, soit en partant d'un alliage complètement écroui
et en le recuisant partiellement (états partiellement recuits ou restaurés)
; l'écrouissage introduisant des contraintes internes au métal,
il est nécessaire pour certaines applications de les supprimer par un
traitement de stabilisation qui ne modifie que très peu les caractéristiques
mécaniques de l'alliage.
Le tableau ci-dessous donne les désignations normalisées des états
écrouis :
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
H13 |
|
|
|
|
H15 |
|
|
|
|
H17 |
|
|
|
|
|
|
|
|
|
|
Il existe de plus d'autres états
écrouis :
H111 : recuit et légèrement écroui (moins que H11)
par exemple par traction ou planage,
H116 : s'applique aux alliages 5000 dont la teneur en magnésium
est supérieure à 4 % et pour lesquels des limites de caractéristiques
mécaniques et une résistance à la corrosion exfoliante
sont spécifiées.
Les alliages des familles 2000, 6000 et 7000 peuvent être durcis par traitement
thermique de mise en solution et trempe, suivi d'un durcissement structural
qui s'effectue :
- soit à la température ambiante (maturation ou vieillissement
naturel),
- soit par chauffage (revenu ou maturation accélérée ou
vieillissement artificiel).
C'est par ces traitements qu'ils atteignent leurs caractéristiques maximales
; de plus, il est possible de combiner durcissement par écrouissage et
durcissement par traitement thermique de mise en solution, trempe et maturation
ou revenu.
La mise en solution, traitement thermique à haute température
peut être faite dans un four mais pour certains alliages, en particulier
ceux de la famille 6000, elle peut être faite au cours d'une opération
de déformation à chaud.
Le tableau ci-dessous donne la désignation normalisée des états ainsi obtenus valables en France et en Europe :
|
|
|
|
| Trempe + maturation |
|
|
| Trempe + écrouissage + maturation |
|
|
| Trempe + revenu |
|
|
| Trempe + sous-revenu |
|
|
| Trempe + sur-revenu |
|
|
| Trempe + sur-revenu désensibilisant à la corrosion sous contrainte |
|
- |
| Trempe + sur-revenu désensibilisant à la corrosion exfoliante |
|
- |
| Trempe + écrouissage + revenu |
|
|
| Trempe + revenu + écrouissage |
|
- |
T51, T56 : état
normalisé uniquement dans la norme européenne NF EN 515 (Octobre
1993).
T10 : état normalisé uniquement dans la norme française
NF A 02-006 (Novembre 1985) qui est annulée et remplacée par la
norme européenne.
La trempe qui suit le traitement thermique de mise en solution introduit dans beaucoup de produits des contraintes internes qui les déforment, et qui peuvent nuire à certaines applications ; les produits sont alors détentionnés par traction, par compression ou par ces deux opérations combinées ; la désignation des états correspondants est obtenue en ajoutant derrière les chiffres, qui suivent la lettre T, donnés dans le tableau ci-dessus, les chiffres suivants :
Txx51 ou Txx510 : détentionnement
par traction sans aucun dressage complémentaire
après la traction.
Txx511 : détentionnement par traction suivi d'un dressage.
Txx52 : détentionnement par compression.
Txx54 : détentionnement par traction et compression combinées.
5. Caractéristiques typiques des alliages et des états de livraison
Le tableau ci-dessous donne des valeurs typiques de la composition et d'un certain nombre de propriétés physiques des alliages usuellement utilisés.
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
||||
|
|
0,20 | 0,15 |
|
|
|
||||||
|
|
0,50 | 4,0 | 0,7 | 0,7 |
|
|
|
||||
|
|
4,3 | 0,6 | 1,5 |
|
|
|
|||||
|
|
3,9 | 0,6 | 0,9 | 1,1 |
|
|
|
||||
|
|
0,7 | 4,4 | 0,15 |
|
|
|
|||||
|
|
0,4 | 4,0 | 0,15 |
|
|
|
|||||
|
|
0,3 | 3,1 | 0,3 |
|
|
|
|||||
|
|
0,20 | 0,45 | 0,48 |
|
|
|
|||||
|
|
1,00 | 0,7 | 0,9 |
|
|
|
|||||
|
|
1,6 | 2,5 | 0,23 | 5,6 |
|
|
|
||||
Le tableau ci-dessous donne des valeurs typiques des caractéristiques mécaniques, des propriétés de mise en oeuvre et des applications types de ces alliages.
|
|
|
|
|
|
|
|
|
|
||
| Rm MPa | Rp02 MPa | A% | ||||||||
|
|
|
|
|
|
|
|
|
|
|
Bâtiment, Cuisine |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
Méca.Géné |
|
|
|
|
|
|
|
|
|
|
|
Aéro. |
|
|
|
|
|
|
|
|
|
|
|
Décolletage |
|
|
|
|
|
23 |
|
|
|
|
|
Chimie,cryo transport |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
Chimie, cryo C. navale |
| H22 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
Chaudron., marine |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
Bâtiment |
|
|
|
|
|
|
|
|
|
|
|
Transport |
|
|
|
|
|
|
|
|
|
|
|
Aéro |
A : très bon - B : bon - C : moyen - D : mauvais, à déconseiller
6. Classement des alliages suivant leur utilisation
Usinage décolletage - Soudage - Utilisations structurales - Contraintes mécaniques élevées
- Résistance à la corrosion - Composition - Etats métallurgiques - Oxydation anodique
- Conducteur électrique - Résistance à hautes et basses températures - Exemples d' utilisation
L'aluminium et ses alliages s'usinent avec facilité à condition de prendre quelques précautions aux grandes vitesses de coupe et d'utiliser des outils adaptés. Les alliages d'aluminium s'usinent mieux que l'aluminium pur ; c'est en particulier le cas des alliages à durcissement structural. D'une manière générale, les alliages à hautes caractéristiques mécaniques, et donc à capacité de déformation à froid faible, s'usinent bien.
Les alliages - états les plus
adaptés à l'usinage sont les suivants :
2017A T4, 2024 T3 ,2618A T851
5083 H111
6082 T6
7075 T651
Les alliages spécifiques pour
le décolletage contiennent du plomb ou du plomb et du bismuth (éléments
qui favorisent grandement la fragmentation du copeau) sont les suivants :
2011 T3, 2030 T3
6262 T9
Si de façon générale tous les alliages d'aluminium sont soudables, ils ne se comportent pas tous de manière identique ; il faut distinguer trois classes d'alliages :
* les alliages sans durcissement
structural (familles 1000, 3000 et 5000)
Ils ont une bonne soudabilité ; lorsqu'ils sont utilisés à
l'état recuit, ils ne subissent pas de perte sensible de caractéristiques
mécaniques au niveau de la soudure.
Par contre lorsqu'ils sont à l'état écroui, le durcissement
dû à l'écrouissage disparaît au voisinage de la soudure.
Les alliages - états typiques sont les : 1050A O ,3003 O ,5083 H111,
5086 O ; l'addition de chrome dans ces deux derniers alliages améliore
encore leur soudabilité.
* les alliages à durcissement
structural exempts de cuivre (famille 6000 et certains alliages de la famille
7000).
Le cycle thermique de soudage affecte les caractéristiques mécaniques
du métal de base qui est généralement à l'état
trempé-revenu ; cette perte est définitive pour les alliages de
la famille 6000 sauf s'il est possible d'effectuer un nouveau traitement de
revenu sur la structure soudée ; les alliages de la famille 7000 retrouvent
une partie notable de leurs caractéristiques initiales par maturation
à la température ordinaire.
Les alliages - états typiques sont les : 6060 T5, 6082 T6 ,7020 T5.
* les alliages à durcissement
structural contenant du cuivre (famille 2000 et certains alliages de la famille
7000)
Ces alliages sont dans l'ensemble difficilement soudables parce que, d'une part,
ils sont sujets aux criques lors de la solidification de la soudure et que,
d'autre part, leurs caractéristiques mécaniques après soudage
sont fortement diminuées. Toutefois ces alliages sont plus ou moins sensibles
à ces phénomènes : le 2618A T851 est peu sensible aux criques.
L'utilisation du procédé TIG à grande concentration d'énergie
et à protection gazeuse accrue permet une amélioration notable
des résultats.
Les alliages d'aluminium sont très
utilisés pour des applications structurales faisant concurrence aux aciers.
Le module élastique des alliages d'aluminium, de l'ordre du tiers de
celui des aciers, conduit, pour éviter des fléchissements trop
importants, à augmenter les épaisseurs des sections par rapport
à celles des aciers ; de ce fait, l'allégement résultant
du remplacement de l'acier par un alliage d'aluminium n'est pas dans le rapport
des densités mais est compris entre 40 % et 60 %. Cependant, la possibilité
d'obtenir avec les alliages d'aluminium des profils complexes permet de compenser
le faible module élastique du métal par une forme des profils
qui conduit à un moment d'inertie élevé.
Les alliages - états les plus utilisés sont les :
5083 H22, 5086 H24 ,5754 H24
6005A T5 ,6061 T6, 6082 T6
7020 T5
Contraintes mécaniques élevées
Lorsque les constructions sont soumises
à des contraintes importantes, l'emploi des alliages ci-dessus conduirait
à des épaisseurs ou à des sections incompatibles avec l'allégement
recherché. Il est nécessaire alors d'utiliser des alliages à
très hautes caractéristiques mécaniques ; ces alliages
ont en contrepartie une faible résistance à la corrosion, une
faible capacité de déformation à froid et des difficultés
à être soudés ce qui limite leur emploi à des applications
bien particulières.
Les alliages - états utilisés sont les :
2014 T6 ,2017A T4 ,2024 T3
7075 T6
Les alliages d'aluminium sont réputés comme résistant relativement bien à la corrosion. Cependant, dans certaines conditions d'exposition, ils peuvent subir un endommagement. Celui-ci peut se manifester sous différentes formes qui dépendent de la composition de l'alliage et de son état métallurgique.
* Plus la teneur en impuretés
fer et silicium est faible, plus l'aluminium et ses alliages résistent
à la corrosion.
* Les alliages de la famille 3000 résistent aussi bien à la corrosion
que l'aluminium de pureté commerciale.
* Les alliages contenant du cuivre (famille 2000 et certains alliages de la
famille 7000) résistent mal à la corrosion.
* Les alliages de la famille 5000 résistent bien à la corrosion
si la teneur en magnésium ne dépasse pas 4 %. Au delà de
cette teneur, il est nécessaire de traiter thermiquement le métal
(état H116).
* Les alliages de la famille 6000 ont un bon comportement et ceci d'autant plus
qu'ils ont une très bonne aptitude à l'anodisation qui forme une
couche d'alumine épaisse et protectrice.
* Les alliages de la famille 7000 sans cuivre résistent bien à
la corrosion. Certains alliages à basse teneur en zinc sont utilisés
comme placage de protection des tôles en alliage 7000 au cuivre destinées
à l'aéronautique.
* Les états écrouis
résistent globalement moins bien que les états recuits.
* Les états trempés revenus (T5 et T6), qui confèrent à
l'alliage ses caractéristiques maximales, résistent moins bien
que les états sur-revenus (T7).
Le milieu en contact duquel est placé
l'alliage d'aluminium a aussi son importance. Si le pH de ce milieu est compris
entre 4 et 9, la couche d'alumine n'est pas dissoute et le métal résiste
bien.
Dans des milieux acides (pH<4), les comportements sont très variables.
L'aluminium par exemple résiste bien à l'acide acétique
et à l'acide nitrique concentré et froid.
Dans les milieux alcalins (pH>9), l'aluminium est généralement
vigoureusement attaqué. Il résiste cependant bien à l'ammoniac
et à de nombreuses bases organiques.
Lorsque l'aluminium est en contact avec des matériaux comme le graphite, l'acier doux ou un alliage cuivreux, dans un milieu très conducteur d'électricité comme l'eau de mer, il subit une attaque importante qui peut aller jusqu'à sa destruction complète.
L'oxydation anodique ou anodisation
permet d'édifier une couche d'oxyde beaucoup plus épaisse que
la pellicule d'alumine naturelle ; cette couche confère ainsi au métal
:
- une bonne protection contre la corrosion,
- une amélioration de l'aspect de surface, qui va durer dans le temps
; de plus la couche anodique peut être colorée,
- une modification de plusieurs propriétés de la surface comme
par exemple : isolation électrique, pouvoir réflecteur, dureté
superficielle, coefficient de frottement.
Les alliages d'aluminium ne se prêtent pas de façon identique au
traitement d'anodisation. Les alliages les plus aptes appartiennent aux familles
1000, 5000 et 6000. Les alliages contenant du cuivre sont plus difficilement
anodisables.
Famille 1000 : la couche est
d'autant plus transparente que les teneurs en fer et silicium sont faibles.
Famille 2000 : la couche a une épaisseur limitée et est
poreuse, ce qui diminue son pouvoir protecteur.
Famille 3000 : la couche a une teinte plus ou moins grise.
Famille 5000 : la couche est grisâtre et dépend des autres
éléments d'addition (chrome et manganèse).
Famille 6000 : le procédé d'anodisation est largement utilisé
dans la menuiserie métallique.
Famille 7000 : les conditions d'anodisation doivent être ajustées
à la composition et au type de protection recherchée.
La conductivité des alliages
d'aluminium varie de 63 % pour l'aluminium pur à moins de 30 % pour certains
alliages des familles 2000, 5000 et 7000.
Les conducteurs électriques sont fabriqués avec des alliages de
deux familles :
1000 lorsque la résistance mécanique de l'aluminium est suffisante,
6000 lorsque le conducteur doit avoir une résistance mécanique
supérieure.
Résistance à haute et basse température
L'alliage dont la résistance mécanique ne diminue pratiquement pas jusqu'à une température de 150°C est le 2618A :
| Température | 20°C | 150°C | 200°C |
| Charge de rupture | 440 MPa | 390 MPa | 320 MPa |
Pour les basses températures, atteintes dans des applications cryogéniques comme le stockage et le transport des gaz liquéfiés, on utilise le 5086 dont la charge de rupture augmente à basse température :
| Température | 20°C | 80°C | 195°C |
| Charge de rupture | 278 MPa | 295 MPa | 390 MPa |
Exemples d'utilisations et principaux alliages utilisés :
Mécanique générale
Pièces de machines diverses : 2017A
Visserie, boulonnerie, rivets (rivets Pop) : 7075, 5754
Moules pour la plasturgie : 7075
Semelles d'outillage de découpe : 7075
Baguettes de soudure : 2219, 4043
Aéronautique et armement
Munitions, tourelles de char, blindages : 2024, 7020, 7049
Structures d'avions, tôles de fuselage : 2024, 2014, 7075, 2618A
Chimie, produits alimentaires
Ustensiles de cuisine (casseroles, poêles) : 3003, 4006
Capsules, boîtes de conserve, emballages, aérosols : 3105, 1050A
Cuves d'acide nitrique, échangeurs : 1200, 3003
Tubes d'irrigation : 3003
Electricité
Câbles haute tension : 1370
Méplats conducteurs : 6101
Ossature d'armoires électriques : 6060
Culots de lampes, pylônes : 6106
Transport
Ridelles, bennes, citernes : 5086
Voitures de chemin de fer : 6005A
Caravanes, habillage de camions et d'autocars : 3003
Echangeurs, radiateurs, cryogénie : 1200, 3003, 5086
Panneaux de signalisation : 6060
Sport
Cannes de ski, inserts dans les semelles de ski : 7020, 7075
Mousquetons d'alpinisme : 7075, 7010
Articles de camping : 1050A, 3003
Meubles de jardin : 3003
7. Forme des produits - Définitions
7.1 Produits longs
Ils sont obtenus par filage ou filage
plus étirage ou tréfilage.
Barres : produits livrés en longueur droite dont la section est
identique sur toute la longueur et qui a une forme ronde, carrée ou hexagonale
(appelée 6 pans).
Fils : produits de section ronde et de très grande longueur livrés enroulés en couronnes.
Tubes : produits creux livrés en longueur droite dont l'épaisseur est constante tout autour de la section ; celle-ci peut avoir une forme ronde ou carrée.
Méplats : produits livrés en longueur droite de section rectangulaire dont le rapport largeur sur épaisseur ne dépasse pas 10.
Profils : produits livrés en longueur droite dont la section peut avoir une forme simple, en L, appelés aussi cornière, en U, en T, ou une forme plus compliquée dont la description complète nécessite un plan coté. Ils sont souvent classés par leur poids au mètre.
7.2 Produits plats
Ils sont obtenus par laminage ; leur section est rectangulaire et le rapport largeur sur épaisseur est supérieur à 10.
Tôles : produits laminés
livrés à plat ; leur longueur est donc une dimension de livraison.
On distingue les tôles minces, dont l'épaisseur est comprise entre
0,2 et 1 mm, les tôles moyennes, dont l'épaisseur est comprise
entre 1 et 20 mm et les tôles fortes, dont l'épaisseur est supérieure
à 20 mm.
Elles peuvent être livrées nues ou revêtues d'un film de
protection adhésif ; elles peuvent être plaquées c'est-à-dire colaminées avec une tôle de faible épaisseur dans un
alliage résistant bien à la corrosion ; elles peuvent être
gravées (tôles plancher).
Bandes : ce sont les mêmes produits que les tôles minces et moyennes de faible épaisseur, livrés enroulés en rouleaux.
8. Technologies de mise en oeuvre
8.1 Usinage
L'aluminium et ses alliages possèdent
une bonne aptitude au travail par outils coupants, mais il y a lieu de tenir
compte d'un certain nombre de particularités propres à ces matériaux.
- Les alliages légers ont une faible densité qui diminue les effets
d'inertie et permet des vitesses de rotation et de translation élevées.
- La conductivité thermique élevée favorise le refroidissement,
la chaleur étant évacuée presque totalement par les copeaux.
- Le faible module d'élasticité peut entraîner des déformations
en cas de porte à faux.
- Les alliages contenant plus de 1 % de silicium (famille 4000, 2014A, 6081,
6181, 6082, 6351A) usent plus rapidement les outils, ce qui oblige à
réduire la vitesse de coupe.
Pour tenir compte de ces particularités,
il est judicieux d'utiliser :
- des machines puissantes, de 150 à 250 Wh/dm3 de copeaux et rapides
car les vitesses de travail sont de 5 à 10 fois supérieures à
celles convenant aux aciers.
- les outils ont des angles de coupe de 15° pour les alliages durs, 20°
à 30° pour les alliages à faible dureté ; les dépouilles
varient de 8° à 12°.
- la profondeur de passe peut être importante, jusqu'à 5 mm, mais
le faible module d'élasticité interdit de grandes avances qui
doivent être limitées à 0,2 mm/tour.
- pour la lubrification, l'huile soluble est conseillée pour les opérations
d'ébauchage au tour et à la fraiseuse ; l'huile de coupe est préférable
pour les opérations de finition, de taraudage et de sciage à la
scie circulaire.
- les vitesses dépendent des alliages et des outils de coupe utilisés
; le tableau ci-après donne des vitesses indicatives de tournage en m/min
:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8.2 Traitements de surface
Plusieurs objectifs sont dévolus aux traitements de surface :
* préparer la surface pour
un assemblage ou un traitement de surface ultérieur,
* améliorer l'aspect et le rendre durable,
* protéger la surface contre la corrosion.
Traitements laissant la surface nue :
- traitements mécaniques
* polissage : bufflage à l'émeri,
tamponnage à la pâte à polir, avivage à la pâte
à aviver.
* satinage mécanique ou brossage pour obtenir un aspect mat.
* sablage, grenaillage pour recouvrement métallique ou peinture ; le
grenaillage améliore la résistance à la fatigue de la pièce.
- traitements chimiques
* dégraissage en solvants,
en vapeur de solvants ou en bain acide.
* décapage en bain de soude (3 à 10 % dans de l'eau à 40-70°C)
suivi d'une neutralisation en bain d'acide nitrique (tous alliages sauf famille
2000) ou d'acide sulfochromique (famille 2000) et rinçage.
* brillantage en bain phosphorique-nitrique.
Traitements avec revêtement protecteur :
- conversion chimique : procédé MBV, procédé Alodine.
- anodisation : ce procédé consiste à former à la surface du métal une couche d'alumine par électrolyse dans un bain acide. Cette couche de quelques dizaines de microns est poreuse, présentant des pores perpendiculaires à la surface qu'il faut refermer pour que la couche soit vraiment protectrice ; ceci se fait par colmatage en trempant la pièce dans de l'eau bouillante ; on peut préalablement introduire dans les pores des pigments qui vont donner la teinte voulue à la surface après colmatage.
- revêtements métalliques : zingage, cuivrage, nickelage, chromage, étamage.
- peintures, laques, vernis, émaux.
8.3 Traitements thermiques
Le tableau ci-dessous donne les plages
de températures à utiliser selon les familles d'alliages pour
les différents types de traitement thermique.
La précision des températures atteintes pour les traitements de
mise en solution et de revenu est importante : elle doit être au plus
de ± 5°C.
|
|
|
|
|
|
|
|
|
|
- |
- |
|
|
|
- |
475-530°C |
160-190°C |
|
|
|
250-300°C |
- |
- |
|
|
|
240-280°C |
- |
- |
|
|
|
- |
|
|
| 7000 |
|
- |
|
|
8.4 Procédés d'assemblage
Soudage
L'aluminium se recouvre spontanément à l'air d'une pellicule protectrice
continue d'oxyde dont le point de fusion est très élevé
(2020°C). Très stable, cette couche d'alumine est un obstacle qu'il
convient d'éliminer au moment du soudage.
Le soudage oxyacétylénique est utilisé généralement
pour des épaisseurs jusqu'à 3 mm. Il nécessite l'emploi
d'un produit chimique décapant, le flux de soudage, pour éliminer
la couche d'alumine ; le flux est porté par la baguette d'apport et doit
fondre à une température légèrement inférieure
à celle de la baguette ; il doit être éliminé après
soudage car il entraîne une corrosion de l'aluminium.
Le soudage à l'arc sous gaz inerte a l'avantage de ne pas nécessiter
l'emploi de flux de soudage. Le procédé TIG (Tungsten Inert Gas)
utilise une électrode réfractaire en tungstène thorié
; le soudage est fait généralement en courant alternatif sous
argon. Le procédé MIG (Metal Inert Gas) utilise le métal
d'apport comme électrode ; il est pratiqué en courant continu
en polarité inverse (pôle négatif à la pièce)
sous argon, ce qui permet une bonne élimination de la pellicule d'oxyde.
Les alliages d'aluminium peuvent aussi être soudés électriquement
par point ou à la molette, par bombardement électronique qui permet
de souder en une passe des épaisseurs atteignant 150 mm, par frottement
et pression, par induction haute fréquence ou par ultrasons.
Brasage
Dans le cas du brasage fort, le métal d'apport est un alliage d'aluminium
dont la température de fusion est supérieure à 450°C
et inférieure à celle des pièces à assembler. Les
familles d'alliages brasables sont : 1000, 3000, 5000 dont la teneur en magnésium
est inférieure à 3 %, 6000 et 7000 exempts de cuivre.
Dans le cas du brasage tendre, le métal d'apport a une température
de fusion inférieure à 450°C ; ce sont des alliages d'étain
(température de fusion entre 180°C et 260°C), des alliages de
zinc (température de fusion entre 350°C et 420°C), ou des alliages
de cadmium (température de fusion entre 280°C et 320°C).
Dans tous les cas il est nécessaire d'utiliser un flux de décapage
avant brasage qu'il faut éliminer après brasage.
Rivetage
Cette vieille technique est utilisée dans le cas d'assemblage sollicités
mécaniquement, les efforts étant exercés dans le plan de
joint des tôles ou des pièces.
Les alliages utilisés pour les rivets doivent être des alliages
d'aluminium, compatibles avec les alliages des pièces à assembler
pour éviter les risques de corrosion galvanique.
Les rivets sont généralement fabriqués dans les alliages
1050A et 3003 recuits ou écrouis, 5754 et 5086 recuits, 6061 et 6181
trempés et 2017A posés sur trempe fraîche.
Les produits en aluminium ont une
surface fragile. Ils sont sensibles aux coups et aux rayures. De plus, les produits
ne sont pas parfaitement rigides et peuvent être déformés.
Il est indispensable de les manipuler et de les stocker en prenant un certain
nombre de précautions :
- éviter tous les chocs avec des pièces métalliques,
- ne pas stocker les produits directement sur d'autres produits,
- éviter les frottements entre produits,
- si le stockage vertical n'est pas possible, il faut stocker les produits horizontalement
avec suffisamment de supports pour que les produits ne se déforment pas.
Les produits en aluminium, même s'ils sont protégés par
leur pellicule d'alumine, sont sensibles à la corrosion :
- les produits qui ont été mouillés doivent être
parfaitement séchés avant stockage,
- il faut éviter tout phénomène de condensation ; celle-ci
arrive lorsque des produits viennent de l'extérieur où il fait
froid et qu'on les stocke dans un hall chauffé. Il faut déballer
les produits et les laisser se réchauffer doucement dans un endroit aéré,
- la pellicule d'alumine naturelle a une épaisseur de l'ordre de 100
Å (10-5 mm) ; elle est attaquée par les acides forts, acide chlorhydrique,
sulfurique ou nitrique, et par les bases comme la soude caustique.
Dans le cas de contact avec d'autres métaux en présence d'un liquide
conducteur qui sert d'électrolyte, c'est le plus souvent l'aluminium
qui est attaqué ; c'est le cas lorsque l'alliage d'aluminium est en contact
avec le cuivre et les alliages cuivreux comme les laitons, le nickel, les aciers
inoxydables non passivés, le fer, les aciers ...